Demagnetization
Following a magnetic particle inspection, demagnetizing the component is often necessary. Residual magnetic fields can have various effects, such as causing metal shavings to cling to the component during machining, disrupting electronic devices like compasses, leading to welding issues like “arc blow,” or promoting wear by attracting abrasive particles to bearing surfaces.
Several methods can eliminate these residual fields. The most effective involves heating the material above its curie temperature, inducing a random magnetic domain orientation. For low carbon steel, this temperature is 770°C (1390°F). Once cooled, the steel loses its magnetic properties and any residual field. To prevent Earth’s magnetic influence, the material should be aligned east-west.
An alternative to high-temperature demagnetization is applying a reversing and diminishing magnetic field to reset the dipoles’ orientations. This can be done by pulling a component away from an AC-carrying coil or using an AC-powered electromagnetic yoke. Bench type MPI machines often include a demagnetization feature, gradually reducing coil AC.
A field meter checks residual flux removal, typically requiring <3 gauss after inspection.
Circularly magnetized parts may show no residual field indicator reading, not meaning demagnetization isn’t necessary. While the field is internal, it can later leak, causing problems during service or further machining. To ensure proper demagnetization, longitudinally magnetizing and measuring the residual field is recommended.
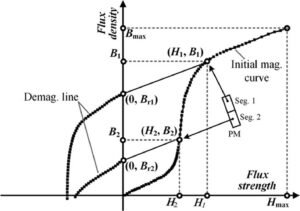
Demagnetization Curve: