Homepage > Eddy Current Automatic Systems




Automatic Material Sorting Machines Based on Eddy Current Technique
Hardness-Based Sorting Systems
Hardness testing stands as a crucial quality control step in automotive part production. Ensuring optimal material hardness is essential for components that endure dynamic stresses, such as engine parts, gears, and suspension elements. Accurate hardness assessment guarantees that these parts withstand the demands of daily use, minimizing wear and enhancing overall durability. By validating hardness, manufacturers prevent premature failures, reduce maintenance costs, and enhance vehicle safety. This meticulous testing process safeguards against defects that could compromise the performance and reliability of automotive components, contributing to the creation of safer, more efficient, and longer-lasting vehicles.

Leveraging our proficiency in the field of eddy current testing methodology and machine design, we specialize in the development of advanced automatic material sorting systems utilizing the eddy current technique. Our systems excel in two distinctive sorting criteria: alterations in material hardness or shifts in material composition. Within our comprehensive portfolio, we offer an array of solutions tailored to various requirements, ranging from straightforward manual Poke yoke systems to sophisticated, fully automated setups. Whether your demand calls for precise material identification, stringent quality assurance, or enhanced production efficiency, our solutions encompass the entire spectrum, ensuring optimal results for your specific needs.
Manual System with Poka Yoke
This setup comprises an eddy current device, dual coils, a PLC integrated with an Andon system, and a pair of bins. The Master component is positioned within one of the coils. The operator introduces the part intended for testing into the testing coil. Subsequently, the instrument communicates the test outcome to the PLC, which in turn displays the result on the Andon system for the operator’s reference. It is mandatory for the operator to correctly allocate the tested part into the designated bin. Should an anomaly occur, it will trigger an automatic halt of the machinery. Additionally, there is an option to include a parts counter within this arrangement.
Testing machine for Bell Housing
In this scenario, the component slated for testing surpasses the coil’s dimensions. Additionally, the specific evaluation point for the part is fixed. As a departure from the typical coil insertion, the part is positioned upon a specialized fixture. Employing a pneumatic mechanism, the coil descends and accurately situates itself over the designated assessment area. Post-testing, the coil retreats to its initial stance. To enact the Poke yoke methodology, a conveyor system alongside dual bins is employed. In the event of part rejection, it must be placed within the designated reject bin. Conversely, for parts receiving approval, they are introduced onto a conveyor. This conveyor exclusively operates when the outcome is deemed satisfactory. Subsequently, the conveyor transports the approved parts to the designated OK bin.
Testing Machine for Shafts
In this instance, it’s imperative for the shaft’s hardness profile to exhibit uniformity across its length, necessitating testing at multiple locations along its extent. This calls for corresponding adjustments in the positioning of the master coil. To accommodate this requirement, the shaft is situated on a dedicated fixture. The motion of the coil is expertly managed via a servo motor mechanism. Orchestrated by the PLC in conjunction with this system, the coils are brought to a halt precisely at designated points, enabling the processing of testing outcomes as provided by the eddy current apparatus. Should any variations be detected at any of the specified points, the component is slated for rejection. Subsequently, rejected parts are consigned to a designated bin, paving the way for subsequent components. To facilitate a comprehensive record, a tallying system is incorporated to account for both acceptable and non-conforming parts.
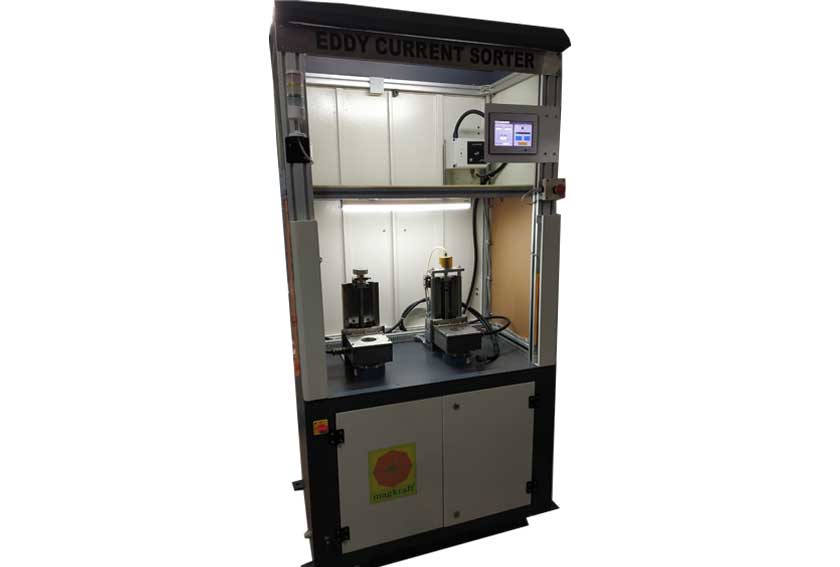
Automatic Testing machine for Axles
The challenge at hand becomes even more intricate in this scenario. The axle’s shaft has been meticulously engineered to exhibit varying degrees of hardness at distinct junctures along its length. This intricate requirement demands an exceptionally tailored solution. The instrumentation must possess the capacity to retain numerous reference points. The axle slated for testing is positioned upon a specialized fixture, and both the master and test coils are maneuvered through a servo motor-driven mechanism. These coils are meticulously halted at predetermined positions spanning the axle’s length, with evaluations carried out at each juncture in accordance with the specific reference criteria for that point. The ultimate testing outcome is relayed to the PLC. Overseeing the machine’s parameters and serving as a counter is a touch screen HMI (Human-Machine Interface). This system has been structured to accommodate over 50 distinct configurations, each tailored to different axle variations. To ensure non-conforming parts do not proceed further, a reject bin is integrated into the machinery. In partnership with giant NDT Systems Corporation, we’ve successfully developed and implemented this machinery within numerous axle manufacturing plants across the country.
Testing of Washers & small pins
Washers exhibit notably low mass, coupled with a considerably poor fill factor. Adding to the complexity, the demand for rapid testing is driven by the high production rate. Specialized coils tailored to enhance the fill factor are indispensable for effective washer testing. Similarly, when dealing with diminutive pins, the requirement is for coils of a correspondingly minute size. To segregate acceptable (OK) and non-conforming (NG) components, a fully automated gate sorting mechanism is integrated, channeling them into distinct bins. Feeding can be executed through manual placement or via a vibratory bowl feeder. A meticulously orchestrated indexing system ensures the gradual introduction of components, one at a time, into the test coil. During testing, a stopper securely positions the part within the coil. Subsequently, a gate system determines the component’s destination — either the OK or the Reject bin — contingent upon the inspection result. The machine’s capacity encompasses the testing of up to 40 parts per minute.
Material Grade Sorting
Material grade sorting is paramount in the automotive parts industry. Varied grades of raw materials can lead to compromised structural integrity and performance. Accurate sorting guarantees that each component is crafted from the appropriate material, ensuring compatibility with stringent safety and quality standards. This practice prevents potential failures due to mismatched materials, upholding the vehicle’s reliability. Material grade sorting enhances manufacturing precision, minimizes wastage, and reduces production delays. Ultimately, it safeguards against costly recalls, ensuring that every automotive part meets the desired specifications and fostering trust in the industry’s commitment to delivering dependable, high-performance vehicles to consumers.
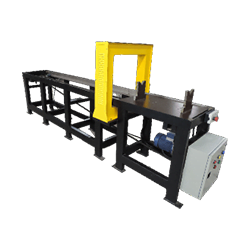
Billet Sorting
In the realm of forging industries, a notable issue emerges where distinct grades of raw materials become intermingled following the billet cutting procedure. If left unattended, the production process could inadvertently proceed with the incorrect raw material, culminating in significant material waste and substantial financial loss. To mitigate this risk, an eddy current-based material grade sorter is employed at the pre-heating stage of the forging press. When any cut piece with dissimilar composition finds its way onto the conveyor, meant for loading into the induction coil, the testing system promptly redirects it through a chute leading to the designated reject bin. This process is orchestrated through a blend of diverse sensors and pneumatic drives, all under the control of a PLC. The PLC also maintains a tally of rejections for comprehensive record-keeping. Given the variable nature of the potential ‘culprit,’ a multi-frequency eddy current instrument is deployed to execute this intricate task effectively.
related products

Standard MPI Machines
Engineered for precision and efficiency, the Standard Bench Type Magnetic Particle Testing Machine is suitable for entry level testing.

PLC Controlled MPI Bench
With PLC Controlled bench type Magnetic Particle Inspection Machine, you can accurately control the process parameters for reilable results.
Demagnetizers
Demagnetizers are used to demagnetize the parts after performing magnetic particle testing. Our wide range caters to the smallest as well as largest comopnents.

UV Lights
Our range of UV LED Lights is engineered to provide illumination for testing with fluorescent dies & powders in the field of non-destructive testing.

DIVE DEEPER: GET YOUR HANDS ON OUR PRODUCT BROCHURE!
Explore More, Discover Better!
- In-Depth Details
- Product Insights
- Expert Recommendations
Download Our Brochure Now!
RESOURCES
Eddy Current Transverse Crack Detection in Tubes Using the Encircling Coil Technique
Alignment with ASTM and ISO Standards Introduction Non-destructive testing (NDT) of tubes is a critical requirement in industries where product failure can result in safety risks, environmental damage, and financial loss. Transverse cracks, oriented perpendicular to...
Understanding The NDT UV Black Lights
Magkraft's NDT ultraviolet black lights are specialized in inspection equipment that emits ultraviolet light to indicate invisible defects present in the materials. UV black lights are reveal fluorescent detect tiny cracks, leaks, or surface flaws with zero damage to...

Defect Detection Methods by Eddy Current Machine
Defect Detection Methods Introduction Defect Detection Methods involve identifying flaws in products or systems to ensure quality and reliability. Common techniques include visual inspection, ultrasonic testing, X-ray imaging, and magnetic particle testing. Automated...